如若轉載,請注明出處:http://m.bjxuehong.cn/product/37.html
更新時間:2026-08-02 17:08:17
投資10億百米高人工智能應用軟件開發 海康威視江西總部設計效果圖出爐
查鴻山 廣汽打造“鏈接、開放、共享”的智享生態 人工智能應用軟件開發
哈工大哈工程被禁用的Matlab軟件,國產可有替代軟件?
選擇參加北京人工智能培訓的三大理由——以人工智能應用軟件開發為核心
AI賦能情感連接 歐美男同社區中的另類軟件開發趨勢
思科推出全新人工智能防御系統,護航企業AI轉型與人工智能應用軟件開發
中國人工智能開源軟件發展白皮書 AI應用軟件開發路徑與未來趨勢
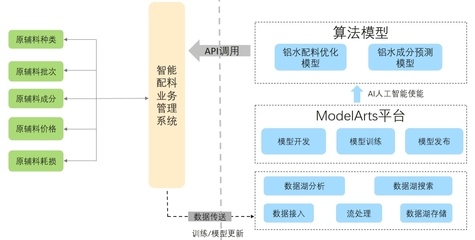
隆達鋁業 借助華為云AI,邁向智能配料新紀元
曹操出行成立“一來一回”公司,涉足人工智能應用軟件開發
人工智能在教科研活動中的應用軟件開發研究
電話:1508948**
地址:中山市石岐區海景路15號(二樓251卡)
Copyright © 2026 m.bjxuehong.cn 人工智能應用軟件開發 中山市速瑋元科技有限公司 人工智能應用軟件開發 版權所有 Sitemap